To enhance the surface properties of components and prepare functional and high-performing surfaces, engineers use the HVOF and HVAF coating methods.
These methods are cost-effective and ideal for lightweight materials. Additionally, engineers use these techniques for repairing and restoring damaged components.
Both HVAF and HVOF coating techniques involve the application of coating materials, such as metals and alloys, resulting in exceptionally hard coatings that exhibit excellent adhesion to the substrate material.
Both high-velocity oxygen fuel (HVOF) and high-velocity air fuel (HVAF) are thermal spray coating processes employed to safeguard parts and structures against wear, erosion, and corrosion.

Image Source (HTS Coating)
HVAF, or high-velocity air fuel, is an advanced thermal spray method closely related to HVOF spray but with notable improvements.
HVAF produces more robust and uniformly distributed coatings. Its flame temperature is closer to the melting point of most coating materials, eliminating breakdown due to particle overheating.
This results in the most uniform mechanical coating among the types available at EWS LLP.
HVAF coatings excel in abrasion, wear, and corrosion resistance. The low spray temperature makes them the most ductile coating, aiding in protection against cavitation damage.
HVAF coating technology involves the combustion of propane in a compressed air stream, similar to high-velocity oxy-fuel coating, producing a uniform high-velocity jet.
HVAF distinguishes itself by incorporating a heat baffle to further stabilize thermal spray mechanisms.
Material is injected into the air-fuel stream, propelling coating particles toward the part.
HVAF offers faster coatings at a lower spray temperature while enhancing wear and corrosion resistance.
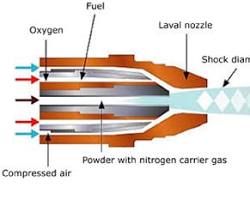
Image Source (Advance Coating)
High Velocity Oxygen Fuel (HVOF) coating is a thermal spray process utilized to enhance or refurbish a component's surface properties or geometry.
This surface engineering technique effectively prolongs equipment life by enhancing erosion and wear resistance, along with providing corrosion protection.
Developed in the 1980s, high-velocity oxy-fuel spraying is a subset of thermal spraying.
The process involves mixing fluid fuel and oxygen, which are fed into a combustion chamber and ignited.
The resulting gas attains an extremely high temperature and pressure, ejecting through a nozzle at supersonic speeds.
Powder is injected into the high-velocity gas stream, partially melting in the process. This mixture is directed toward the surface to be coated.
The resulting coating is dense, with low porosity and high bond strength, offering numerous benefits, including corrosion resistance.
The advancement of HVAF spraying systems has primarily focused on enhancing coating quality while reducing operating costs compared to HVOF spraying.
This improvement is achieved through increased spray rates, deposit efficiency, higher particle velocities, and a more efficient mechanism for heating the feedstock powder.
Equipment manufacturers assert that these process enhancements provide substantial advantages in depositing high-quality, dense, protective coatings for challenging industrial applications requiring both corrosion and wear mitigation.
The utilization of thinner and denser HVAF 'flash carbides,' already in limited industrial use with thicknesses ranging from 10-50 µm, introduces cost and performance improvements over coatings produced using conventional HVOF spraying systems, which typically have a thickness of ~300 µm.
WC-CoCr HVAF coatings are purported to deliver performance comparable to electrolytic hard chrome plating.
The deposited coatings exhibit a hardness of ~1400 HV300 with an as-sprayed finish of ~1.5 µm Ra, akin to a typical ground surface finish.
This eliminates some of the post-spraying finishing costs.
The use of thinner coatings also brings about improvements in fatigue resistance compared to conventional HVOF hard chrome replacement coatings in demanding applications such as aircraft landing gear.
High-velocity oxy-fuel (HVOF) spraying is primarily employed for the application of high-quality coatings, especially cermets such as WC/Co and WC/Co/Cr, with coating thickness typically ranging from 0.1 to 2 mm.
Notable characteristics of HVOF-sprayed coatings include a low level of porosity (around 1-2 vol%) and a minimal oxide content ranging from 1-2 wt%.
The bond strength often exceeds 80 MPa. These coatings find versatile applications in engineering and manufacturing, enhancing the surface properties of components.
This enables the cost-effective preparation of high-performance parts made from low-cost or lightweight materials with functional surfaces.
Commonly deposited coating materials encompass a variety of categories: Cermets (e.g., WC/Co, WC/Co/Cr, Cr3C2/NiCr, NiCrSiBC), Ceramics (e.g., Cr2O3, Al2O3, ZrO2), Metal alloys (e.g., steels, nickel, chromium, and cobalt alloys, including NiCrSiB and MCrAlYs), and Pure metals (e.g., Ni, Cu, Al, Mo, Ti).
HVOF spraying is capable of producing coatings for a variety of purposes: wear protection, low-friction surfaces, corrosion protection, high-temperature oxidation resistance, electrical insulation, and repair and restoration of damaged components.
In an HVAF coating gun, the combustion temperature is typically 1,000°C (1,830°F) lower than that in an HVOF coating system.
This reduced temperature proves advantageous for the gradual heating of feedstock particles of metals and cemented carbides to, or slightly above, the metal's melting temperature.
HVAF offers cost savings when compared to HVOF WC-CoCr and Cr3C2-NiCr coatings.
Engineers attribute the use of fewer materials and process gases, along with the elimination of additional process steps, such as grit blasting and dimensional grinding post-spraying, to the efficiency of HVAF coatings.
Similar to other thermal spray processes, engineers apply HVAF coatings directly to substrates without creating a heat-affected zone.
This feature provides substantial advantages over fusion processes like traditional weld overlays, plasma transferred arc (PTA) coatings, laser additive manufacturing processes, and the extreme high-speed laser application (EHLA) process.
HVOF coatings and HVAF represent coating technologies that allow for the application of specialized spray, particularly in situations requiring elevated temperatures.
Moreover, engineers can use these technologies in environments where they prefer minimal oxygen content.
Although the initial installation cost is similar, HVAF coating has demonstrated a coating deposition speed four to five times faster than HVOF.
This implies that instead of employing multiple HVOF coating units, a single HVAF unit could suffice.
HVAF coating primarily utilizes tungsten carbide for abrasion wear resistance.
Employing a powder cut of -30+10 µm, coatings can achieve a hardness of up to 1700 HV300, with a density efficiency (D.E.) ranging from 50-55%.
Engineers use the high-velocity oxygen fuel coating (HVOF) method as a thermal spray process to enhance or refurbish a component's surface, addressing both its properties and geometry.
This surface engineering technique effectively prolongs the life of equipment by enhancing resistance to erosion, wear, and corrosion.
The High-Velocity Oxy-Fuel coating process finds application in crucial industries, including oil and gas, power generation, water management, mining, petrochemicals, chemicals, aerospace, paper production, engineering, and manufacturing.

