
High-Velocity Air Fuel (HVAF) – is a thermal spray process with a low combustion temperature (1,960–2,010°C |
3,560–3,650°F) and high particle velocities (800 to over 1,000 m/s | 2,625–3,281 ft./sec.) that result in
low-oxidized, ductile, non-porous, high-bond carbide and metal coatings. The spray rate is up to 500 g/min (66
lbs./hr.), making the process much faster and providing a significant advantage over HVOF coatings.
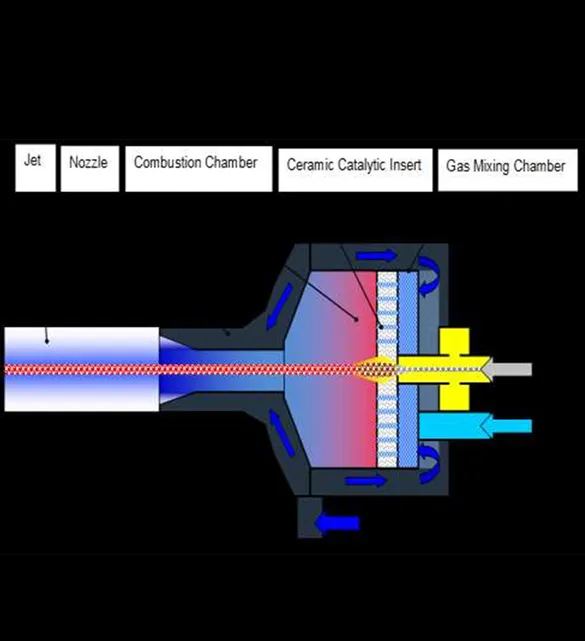
The HVAF coating gun is a small jet engine that combusts compressed air and LPG/propane/propylene/MAPP fuel and
generates a jet of metal particles with a velocity from 800 to over 1,000 m/sec. Such particles form incredibly
dense and tough coatings. Our signature HVOF coating process are tungsten carbide coatings (WC-12Co, WC-10Co-4Cr, etc.) which are non-permeable to gas, having a hardness of
1,400–1,600+ HV300. Regardless of their high hardness, these high velocity oxy fuel coatings are not brittle since
decarburization or oxidation does not occur in the comparably low-temperature HVOF process.
The novel HVOF coating process enables the deposition of dense, wear-resistant hard metal coatings with excellent technical properties.
Our tc coatings exhibit high density and hardness, combined with excellent ductility. It lowers the coating cost due to the efficient use of the systems’ combustion energy resulting in 4-8 times higher spray rates and deposits than conventional thermal spray standards. Oxidant and cooling gas: Compressed air, Optional oxygen injection in combustion air.
Fuel: propane, propylene, propane-butane, natural gas.
The relatively low combustion temperature of the air-fuel mixture and the feedstock axial injection ensure the quality and efficiency of Endurance coatings. The long combustion chamber with a low gas velocity provides sufficient time for the gentle heating of powder particles. The nozzle has a large diameter required to pass through the volume of nitrogen present in the combustion air and accelerate the material. The extended nozzle ensures no contact of the nozzle walls with the particles for feedstock acceleration, typically from 600 to over 1,000 m/s. The Ceramic Catalytic Insert provides a wide range of stable combustion parameters in the combustion chamber.
Coating Quality: The combustion temperature in air-fuel mixtures for HVAF coating is typically 1000°C lower than the HVOF process, ideal for gradually heating the feedstock particles of metals and cemented carbides to the melting point. The initial oxygen content in the combustion gas mixture is five times lower in the HVAF process than in any HVOF process, preventing the oxidation of metals and the decomposition of carbides. The above factors allow powder feedstock material in the applied coating to retain its original ductility even if the hardness of the cemented carbide coating exceeds 1600 HV300.
Heating Efficiency: The spray particles in the combustion chamber heat at high pressure, at the most efficient heat transfer level. The size of the chamber plays a significant role in providing a long residence time for the heating of the spray particles. This efficient energy transfer methodology results in higher spray rates than other high-velocity spraying methods. Essentially, the economic cost of the HVAF-applied coatings is directly proportional to heating efficiency. Acceleration Efficiency: The nozzle’s large diameter propels the acceleration of the spray particles to the gas velocity.
Uniformity of Coating Quality: Since the diameter of the spray particle jet is much smaller than the nozzle diameter, the influence of the nozzle walls on the spray particle velocity is negligible. It provides an even acceleration of the particles with improved consistency of the coating structure.
Heating Efficiency: Our HVOF coatings & services and advanced HVAF coating solutions are widely used across demanding industrial environments such as oil & gas, power generation, mining, pulp & paper and engineering sectors where superior wear, corrosion and erosion resistance is essential. By combining precise HVOF coating services with controlled HVAF spray parameters, we deliver coatings with exceptional uniformity, ductility and hardness. From material selection to process optimization and quality testing, our team ensures every HVOF and HVAF coating meets the highest performance standards. Choosing a professional partner for your HVOF process needs guarantees improved component life, reduced downtime and enhanced operational efficiency.

High Velocity Oxy Fuel coating (HVOF coating) is a specialized thermal spray process where fuel and oxygen are combusted at high velocity to deposit strong, dense layers on components. It is widely applied in industries such as aerospace, power generation, and manufacturing where machinery faces intense abrasion or corrosion. By extending equipment life and reducing downtime, the HVOF coating process proves highly cost-effective for critical parts like turbines, pumps, and valves.
The HVOF process stands apart from conventional spray methods because coating particles are propelled at supersonic speeds onto the substrate. This results in tougher, denser, and less porous surfaces. Such properties enhance adhesion and durability, giving HVOF coatings exceptional performance in demanding environments. The reduced porosity also provides superior resistance to wear and harsh chemical conditions compared to other coating techniques.
EWS LLP delivers complete HVOF coatings & services, covering every stage from surface preparation to final finishing. Their specialized HVOF coating services help protect industrial components against erosion, wear, and corrosion, ensuring long-lasting performance. With expertise in precision spraying and finishing, they extend the service life of critical equipment across industries while maintaining consistent quality standards.
HVAF coating (High Velocity Air Fuel) is similar to HVOF, except that it uses air instead of pure oxygen, resulting in lower combustion temperatures while still producing high particle velocity. This makes HVAF spray particularly useful when heat-sensitive materials need protection. Depending on the application, both HVOF and HVAF are applied strategically, ensuring the right balance of durability and minimal thermal impact.
EWS LLP ensures excellence in HVOF coatings & services by performing strict quality checks, including bond strength testing, porosity measurement, and hardness analysis. They also simulate operating conditions to confirm coating reliability. This approach guarantees that their high velocity oxy fuel coating and hvaf applications meet client expectations for performance, efficiency, and long-term durability.

