
In recent years, HVOF-sprayed WC-Based coatings have been successfully applied on metal alloy hydro-turbine components to combat cavitation and sand slutty erosion.
However, the WC phase in the coatings partially decomposes into w2c or even w when the traditional HVOF thermal spray technologies are used. IT embrittles the coatings and eventually deteriorates their performance.
High velocity ( at almost 1000 m/s can be achieved) Air-fuel system which operates at much lower combustion temperature ( warmer than cold spray and cooler than HVOF) using gas or liquid fuel and compressed air ( no oxygen) for combustion.
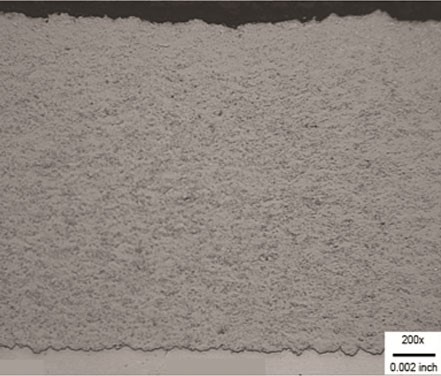
The Wc-based coatings can greatly decrease the degree of decarburization of Wc or Cr3C2 as a result of much lower flame temperature.
It was found at such coatings by the HVAF spraying method exhibited higher hardness and sliding wear resistance compared to the one applied with HVOF.
With the HVAF combustion temperature below 2,000oC (3,632°F), the surface temperature of cobalt, nickel and iron alloy particles usually remains near their melting point.
Wang et al, have also found that the hvaf-sprayed WC-10Co-4Cr coating exhibited higher sliding and abrasive resistance and well as higher corrosion resistances than counterpart coatings deposited by gas/liquid-fuelled HVOF systems.
| Nominal composition | Wt.% |
| Tungsten Carbide | Base |
| Total Carbon | 5.3 – 5.4 |
| Cobalt | 9.5–10.4 |
| Chromium | 4.0 – 5.0 |
Typical Applications for TC coatings in India
| Feature | Economy | Balanced | Ultra – Quality |
| Deposit efficiency, % | 65+ | 48-58 | 36-42 |
| Hardness, HV300 | 1,050-1,250 | 1,250-1,1,350 | 1,350-1,600+ |
| Apparent metallographic porosity | <0.8 | <0.5 | <0.3 |
| Bond strength (@0.040″ thickness) Mpa (PSI) | 80+(12,000+) | ||
| Typical as-sprayed roughness, micro-inch | 80-130 | ||
| Lowest as-sprayed roughness micro-inch | N/A | 40 | 40 |
| Maximum working temperature, oF (oC) | 950(510) |

