
Equipment used in Oil and Gas production plants and refineries is exposed to hostile environmental conditions containing harsh chemicals and other processes that cause corrosion, abrasion and erosion.
Failure of components in such environments causes massive financial losses added to lost productivity. There is also the hazardous possibility of oil spills and consequential environmental damage and claims.
Therefore, using oil and gas pipeline coatings to safeguard equipment and mitigate the potential for detrimental consequences becomes imperative.

Since failure is never an option, only the technologically best and the most reliable treatment will do for the Oil and Gas coatings sector. Endurance offers risk-free and reliable HVOF coating of components and equipment coating in oil and gas industry.
Endurance Wear Thermal Spray coatings are ideal for ensuring reliability and the long life of your components and equipment despite their adverse environment. Our high-quality thermal coatings enhance your components’ surface resistance and durability, ensuring their reliability and long service life.


Our Fe (iron-based) and Wc (tungsten carbide) based coatings like Enduromax-411 and Endurocorr-311 can protect your equipment from wear problems in harsh environments.
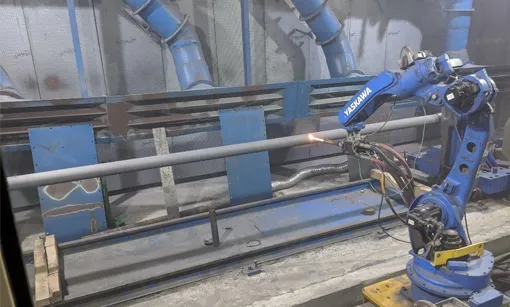




Our thermal spray shop in Mumbai repairs pump impellers with HVOF coating. You may see an example of spraying Stellite coating over Stellite weld overlay on the picture above. Failure of Stellite overlay urged the customer to look for more advanced technology. HVAF Stellite has proven to be a successful solution to our customers’ challenges.

Coatings act as a protective layer applied to a surface to prevent corrosion, wear, and environmental damage. Whether used on machine components, pipelines, or equipment in the oil and gas industry, coatings help extend service life, reduce maintenance costs, and improve overall performance. In simple terms, a good coating works like a long-lasting shield for critical assets.
Fusion Bonded Epoxy (FBE) is one of the most widely used pipeline coatings. It is applied as a dry powder at high temperatures, forming a tough, corrosion-resistant barrier. FBE is popular in the oil and gas industry because it offers excellent adhesion, chemical resistance, and long-term durability, even in harsh operating environments.
Industrial coating is a specialized protective layer applied to metals, pipelines, machinery, and structural components. Its main purpose is to safeguard surfaces from corrosion, abrasion, chemicals, high temperatures, and environmental exposure. Think of it as a strong outer armor that not only increases durability but also enhances appearance and functionality—especially important for industries like manufacturing, marine, power, and oil and gas.
The coating process involves applying a protective material to a surface to give it specific performance characteristics. Typically, the substrate is cleaned, pre-treated, and then coated using methods such as spraying, dipping, brushing, or automated machinery. In industrial applications—like coating pipelines or equipment in the oil and gas sector—the process ensures strong adhesion and uniform protection across the entire surface.
There are several types of pipe coatings used across industries, each designed for different environments. Some of the most common include:
Pipeline coating thickness varies depending on the type of line and the required level of protection. Gas pipelines typically feature coatings between 0.06 mm and 0.1 mm, while water and liquid pipelines may require 0.2 mm to 0.5 mm. Although these coatings are thin, they provide strong corrosion resistance and are essential for long-term pipeline performance—especially in demanding oil and gas environments.

